Die Anwendung des Faserlasers beim Laschenschweißen in Softpack-Batterien umfasst hauptsächlich das Laschenschweißen und das Schalenschweißen.
Die Laschen von Softpack-Batterien bestehen in der Regel aus Kupfer und Aluminium und haben eine Dicke von 0,1 bis 0,4 mm. Aufgrund der Reihen- und Parallelschaltung unterschiedlicher Einzelzellenanzahlen ergeben sich verschiedene Schweißverfahren für gleiche und unterschiedliche Materialien. Gleiche Materialien, egal ob Kupfer oder Aluminium, lassen sich gut schweißen. Allerdings entstehen beim Schweißen spröde Verbindungen, weshalb die Wärmezufuhr minimiert werden muss, um die Bildung spröder Verbindungen zu reduzieren. Die Schweißrichtung sollte dabei von Aluminium nach Kupfer verlaufen. Achten Sie außerdem darauf, dass die Laschen fest zusammengepresst sind und der Abstand zwischen den Laschen und der Sammelschiene innerhalb des angegebenen Bereichs liegt.
Typisches Schweißmuster: Oszillierende Wellenlinie
Gängige Spleißmaterialien und -stärken:
0,4 mm Al + 1,5 mm Cu
0,4 mm Al + 0,4 mm Al + 1,5 mm Cu
0,4 mm Al + 0,3 mm Cu + 1,5 mm Cu
0,3 mm Cu + 1,5 mm Cu
0,3 mm Cu + 0,3 mm Cu + 1,5 mm Cu
Wichtige Punkte zur Sicherstellung der Schweißqualität:
1. Stellen Sie sicher, dass der Abstand zwischen den Laschen und der Sammelschiene innerhalb des angegebenen Bereichs liegt.
2. Die Schweißmethoden sollten reduziert werden, um die Entstehung spröder Verbindungen während des Schweißprozesses zu verringern.
3. Kombination von Materialarten und Schweißverfahren.
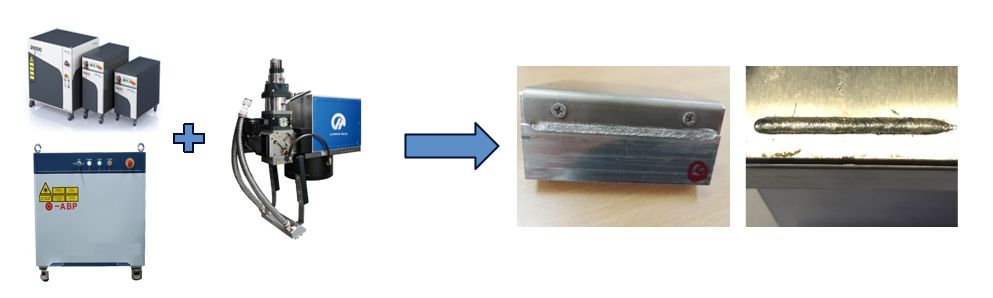
Derzeit besteht das Gehäusematerial meist aus Aluminiumlegierungen der Serien 5+6. In diesem Fall werden beim Laserschweißen üblicherweise ein Hochleistungs-Multimode-Laser + ein Hochgeschwindigkeits-Galvo-Scannerkopf oder ein Schwenkschweißkopf verwendet. In beiden Fällen können bessere Schweißergebnisse erzielt werden. Wenn aus Festigkeits- und anderen Leistungsgründen Aluminiumlegierungen der Serien 6+6 oder höher verwendet werden, kann Fülldrahtschweißen verwendet werden. Fülldrahtschweißen erfordert jedoch nicht nur einen teuren Drahtzufuhrschweißkopf, sondern erhöht auch die Anzahl der Schweißdrähte. Dieses Verbrauchsmaterial erhöht nicht nur die Produktions- und Nutzungskosten, sondern auch die Kosten für die Verbrauchsmaterialverwaltung. In diesem Fall können wir auch versuchen, einen Laser mit einstellbarem Modusstrahl zu verwenden, um gute Schweißergebnisse zu erzielen.
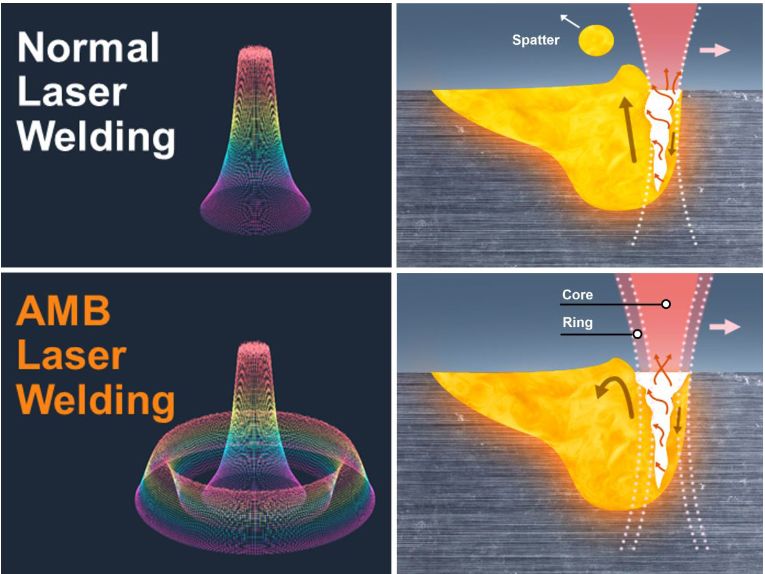
IPG Adjustable Mode Beam (AMB)-Laser
| Batteriegehäusematerial | Laserleistung | Scanner-Schweißkopf Modell | SchweißenStärke |
| 5er- und 6er-Serie Aluminium | 4000 W oder 6000 W | LS30.135.348 | 10000N/80mm |
Für weitere Einzelheiten wenden Sie sich bitte an unseren Vertrieb.